
Posljednjih godina, uz kontinuiranu nadogradnju tehnologije, lasersko zavarivanje plastike postupno će pokazivati rastući trend u budućnosti.U posljednjih nekoliko godina neke laserske tehnologije nisu uspjele probiti, a cijena lasera je relativno visoka.U poređenju sa tradicionalnim zavarivanjem, jednokratna investicija je velika, što možda neće brzo doneti koristi.Ali sada je istaknuta ekonomska prednost lasera.Lasersko zavarivanje plastike može smanjiti poteškoće za dizajnere da dizajniraju proizvode.
Trenutno, mnogi proizvodi (uključujući automobilsku industriju poluprovodnika, farmaceutsku i prehrambenu industriju, itd.) imaju vrlo visoke zahtjeve za preciznošću obrade i estetskim izgledom, zbog čega lasersko zavarivanje postaje neophodan proces za proizvodnju ovih proizvoda i potiče daljnji razvoj tehnologija laserskog zavarivanja.
Što su kompatibilnost, temperatura fuzije i usklađenost plastičnog laserskog zavarivanja bliži, to će njegov učinak biti bolji.Način primjene laserskog zavarivanja plastike razlikuje se od onog kod zavarivanja metala, uključujući sekvencijalno zavarivanje po obodu, kvazisinkrono zavarivanje, sinkrono zavarivanje i zavarivanje maskom za zračenje.Olay Optoelectronics će ukratko predstaviti ove načine zavarivanja.
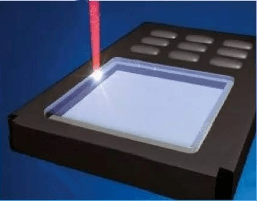
1. Zavarivanje profila
Laser se kreće duž linije konture plastičnog sloja za zavarivanje i topi ga kako bi postepeno povezao plastične slojeve;Ili pomjerite sendvič duž fiksne laserske zrake kako biste postigli svrhu zavarivanja.
U praktičnim primjenama, konturno zavarivanje ima visoke zahtjeve za kvalitetom brizganih dijelova, posebno za primjenu složenih linija za zavarivanje kao što su separatori ulja i plina.U procesu laserskog zavarivanja plastike, konturnim zavarivanjem se može postići određeni prodor linije zavarivanja, ali je taj prodor mali i nekontrolisan, što zahtijeva da deformacija dijelova za brizganje ne bude prevelika.

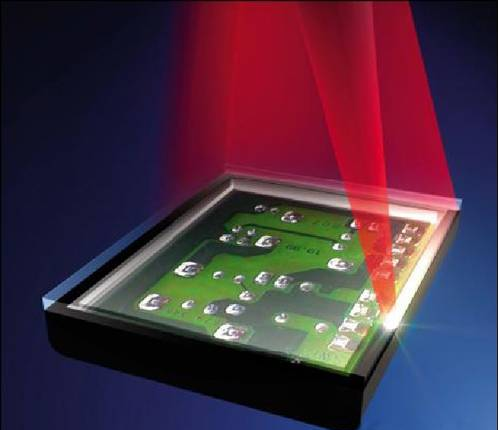
2. Sinhrono zavarivanje
Laserski snop iz više diodnih lasera oblikovan je optičkim elementima.Laserski snop se vodi duž linije konture sloja zavarivanja i stvara toplinu na zavarenom šavu, tako da se cijela linija konture istovremeno topi i spaja.
Sinkrono zavarivanje se uglavnom koristi u automobilskim lampama i medicinskoj industriji.Sinhrono zavarivanje je višesnovno, optičko oblikovanje pokazuje svjetlosnu tačku zavarivačke staze koju karakterizira smanjenje unutrašnjeg naprezanja.Budući da su zahtjevi relativno visoki, a ukupna cijena relativno visoka, široko se koristi u medicinskom liječenju.
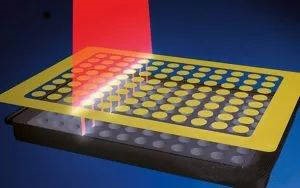
3. Skeniranje zavarivanja
Skenirajuće zavarivanje se naziva i kvazisinhrono zavarivanje.Tehnologija zavarivanja skeniranjem kombinuje gore navedene dvije tehnologije zavarivanja, odnosno sekvencijalno obodno zavarivanje i sinkrono zavarivanje.Reflektor se koristi za stvaranje laserskog snopa velike brzine brzinom od 10 m/s, koji se kreće duž dijela koji se zavari, čineći da se cijeli dio zavarivanja postepeno zagrijava i spaja.
Kvazisinkrono zavarivanje je najčešće korišteno.U industriji autodijelova koristi se visokofrekventni galvanometar XY.Njegovo jezgro je kontrola plastičnog zavarivanja kolapsa dva materijala.Konturno zavarivanje će proizvesti veliko unutrašnje naprezanje, što će uticati na brtvljenje objekata.Kvazi sinhronizacija je režim skeniranja velike brzine i sa trenutnom kontrolom može efikasno eliminisati unutrašnji stres.

4. Zavarivanje valjanjem
Valjano zavarivanje je inovativan proces laserskog zavarivanja plastike, koji ima mnogo različitih oblika.Postoje dvije glavne vrste zavarivanja valjanjem:
Prvi je Globo kuglično zavarivanje.Na kraju laserskog sočiva nalazi se staklena kugla zračnog jastuka, koja može fokusirati laser i stegnuti plastične dijelove.U procesu zavarivanja, Globo sočivo pokreće platforma za kretanje kako bi se završilo zavarivanje kotrljanjem duž linije zavarivanja.Čitav proces je jednostavan kao pisanje hemijskom olovkom.Globo proces zavarivanja ne zahtijeva složenu gornju fiksaciju, već samo treba proizvesti proizvod za potporu donjeg kalupa.Globo proces kugličnog zavarivanja također ima varijantu procesa zavarivanja valjkom.Razlika je u tome što se staklena kugla na kraju sočiva mijenja u cilindrično stakleno bure kako bi se dobio širi laserski segment.Zavarivanje valjkom je pogodno za šire zavarivanje.
Drugi je proces TwinWeld zavarivanja.Ovaj proces laserskog zavarivanja plastike dodaje metalni valjak na kraj sočiva.Tokom procesa zavarivanja, valjak pritiska ivicu linije zavarivanja za zavarivanje.Prednost ovog procesa laserskog zavarivanja plastike je u tome što se metalni točak za presovanje neće istrošiti, što je pogodno za proizvodnju velikih razmera.Međutim, pritisak potisnog valjka djeluje na ivicu zavarivačke linije, koja lako stvara moment i stvara razne defekte zavarivanja.Istovremeno, budući da je struktura sočiva relativno složena, teško je programirati zavarivanje.
4. Zavarivanje valjanjem
Valjano zavarivanje je inovativan proces laserskog zavarivanja plastike, koji ima mnogo različitih oblika.Postoje dvije glavne vrste zavarivanja valjanjem:
Prvi je Globo kuglično zavarivanje.Na kraju laserskog sočiva nalazi se staklena kugla zračnog jastuka, koja može fokusirati laser i stegnuti plastične dijelove.U procesu zavarivanja, Globo sočivo pokreće platforma za kretanje kako bi se završilo zavarivanje kotrljanjem duž linije zavarivanja.Čitav proces je jednostavan kao pisanje hemijskom olovkom.Globo proces zavarivanja ne zahtijeva složenu gornju fiksaciju, već samo treba proizvesti proizvod za potporu donjeg kalupa.Globo proces kugličnog zavarivanja također ima varijantu procesa zavarivanja valjkom.Razlika je u tome što se staklena kugla na kraju sočiva mijenja u cilindrično stakleno bure kako bi se dobio širi laserski segment.Zavarivanje valjkom je pogodno za šire zavarivanje.
Drugi je proces TwinWeld zavarivanja.Ovaj proces laserskog zavarivanja plastike dodaje metalni valjak na kraj sočiva.Tokom procesa zavarivanja, valjak pritiska ivicu linije zavarivanja za zavarivanje.Prednost ovog procesa laserskog zavarivanja plastike je u tome što se metalni točak za presovanje neće istrošiti, što je pogodno za proizvodnju velikih razmera.Međutim, pritisak potisnog valjka djeluje na ivicu zavarivačke linije, koja lako stvara moment i stvara razne defekte zavarivanja.Istovremeno, budući da je struktura sočiva relativno složena, teško je programirati zavarivanje.
Vrijeme objave: Sep-23-2022