
brzina zavarivanja
U operaciji ručnog laserskog zavarivanja, brzina zavarivanja se uglavnom odnosi na brzinu operatera koji pomiče zavareni spoj, što je usko povezano sa snagom lasera, brzinom dodavanja žice i drugim parametrima.Prije svega, nije dozvoljena ni prebrza ni prespora brzina zavarivanja.Ako je prebrzo, prodor je nedovoljan, a kvalitet zavarivanja je loš.Ako je presporo, materijal može prodrijeti.U skladu sa snagom zavarivanja, ujednačeno kretanje treba održavati kada postoji dovoljno prodora.

Zavarivanje nerđajućeg čelika
Uvjerljivo je da, iako se čini da je ravnomjerno kretanje vrlo zahtjevno, lako je pronaći idealnu brzinu zavarivanja ponovljenim testovima u stvarnom radu.U poređenju sa tradicionalnim zavarivanjem, ručno lasersko zavarivanje se brzo i lako prilagođava, što je ujedno i jedna od njegovih najvećih prednosti.
Zaštitni gas
Postoje dvije glavne funkcije zaštitnog plina:
1. Uklonite zrak u području lokalnog zavarivanja kako biste izbjegli oksidni film na površini materijala;
2.2.Suzbijte oblak plazme koji nastaje tokom laserskog zavarivanja velike snage.
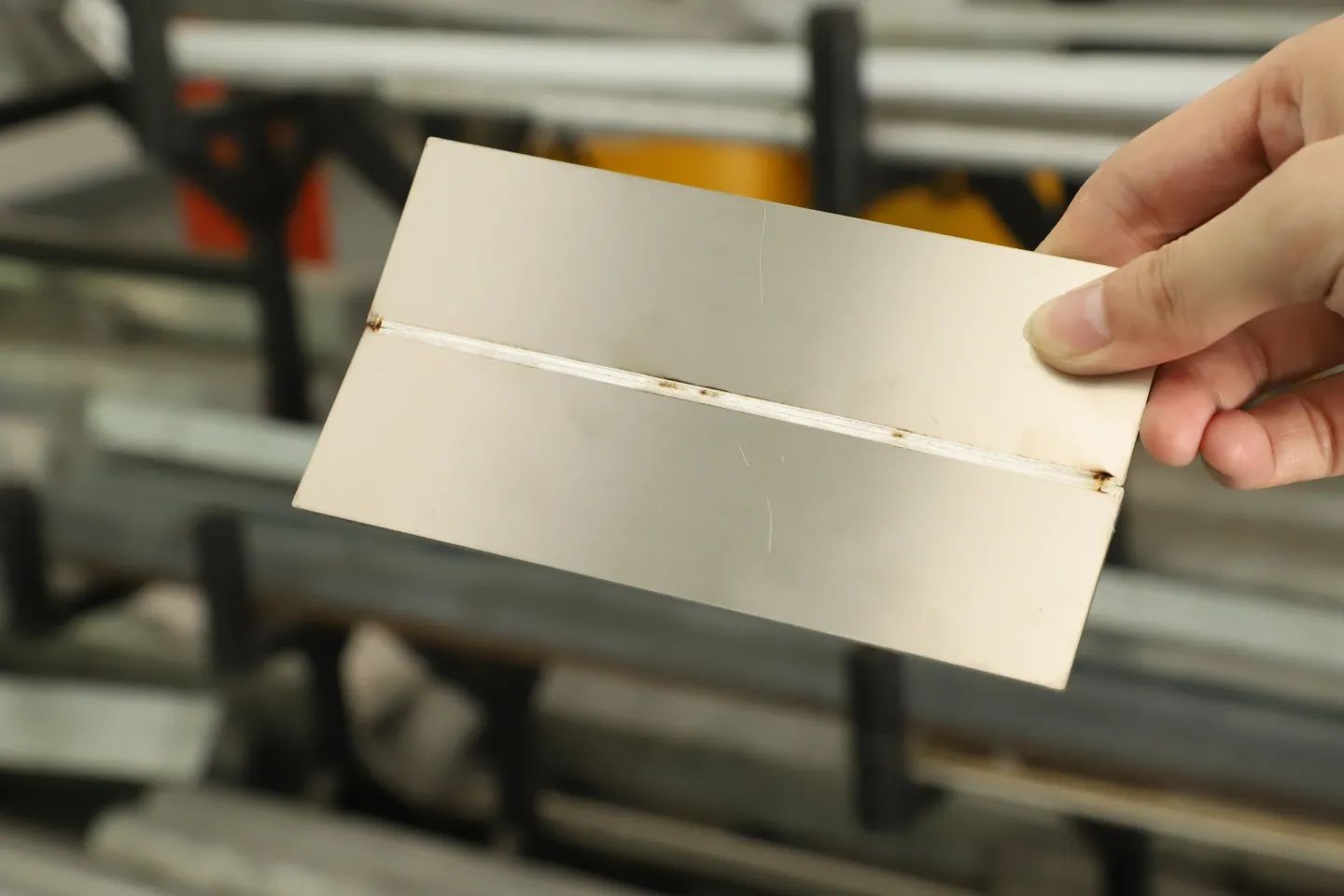
Žica od nerđajućeg čelika bez zavarivanja
U stvarnom procesu rada, najintuitivniji efekat zaštitnog plina je promjena boje zavara.U procesu zavarivanja nehrđajućeg čelika, ako je pritisak zaštitnog plina nedovoljan, ili je brzina zavarivanja prebrza, pokrivenost plinom nije dovoljna, lako je uzrokovati da šav požuti i pocrni, a estetski stupanj je uvelike smanjen.Slično tome, da bi se ispravno podesili parametri zaštitnog gasa, neophodno je puštanje u rad osnovne opreme.Tokom procesa puštanja u rad, pažnju treba obratiti na kontrolu promjene brzine zavarivanja kako bi se izbjegli višestruki problemi.Na šta treba obratiti pažnju pri ručnom laserskom zavarivanju: šav može biti žut jer pritisak vazduha nije pravilno podešen.
Vrijeme objave: Jan-30-2023